


无论您是初次接触还是已经熟悉,我们的【弯管 中频弯管细节之处更加用心】产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:【弯管 中频弯管细节之处更加用心】的图文介绍


弯管分类: 1、以材质划分: 碳钢:ASTM/ASME A234 WPB、WPC 合金:ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP911、15Mo3 15CrMoV、 35CrMoV 不锈钢:ASTM/ASME A403 WP 304-304L-304H-304LN-304N ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H 低温钢:ASTM/ASME A402 WPL3-WPL 6 高性能钢:ASTM/ASME A860 WPHY 42-46-52-60-65-70 铸钢,合金钢,不锈钢,铜,铝合金,塑料,氩硌沥,PVC,PPR、RFPP(增强聚丙烯)等。 铝合金 3003,6061,铜,紫铜,黄铜 2、以制作方法划分可分为推制、压制、锻制、铸造等。 3、以制造标准划分可分为国标、电标、船标、化标、水标、美标 、德标、日标、俄标等。 4、按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子的外径,即R=1.5D;短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)。 5、若按压力等级来分:大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、SCH100、Sch120、Sch140、Sch160、XXS;其中常用的是STD和XS两种。



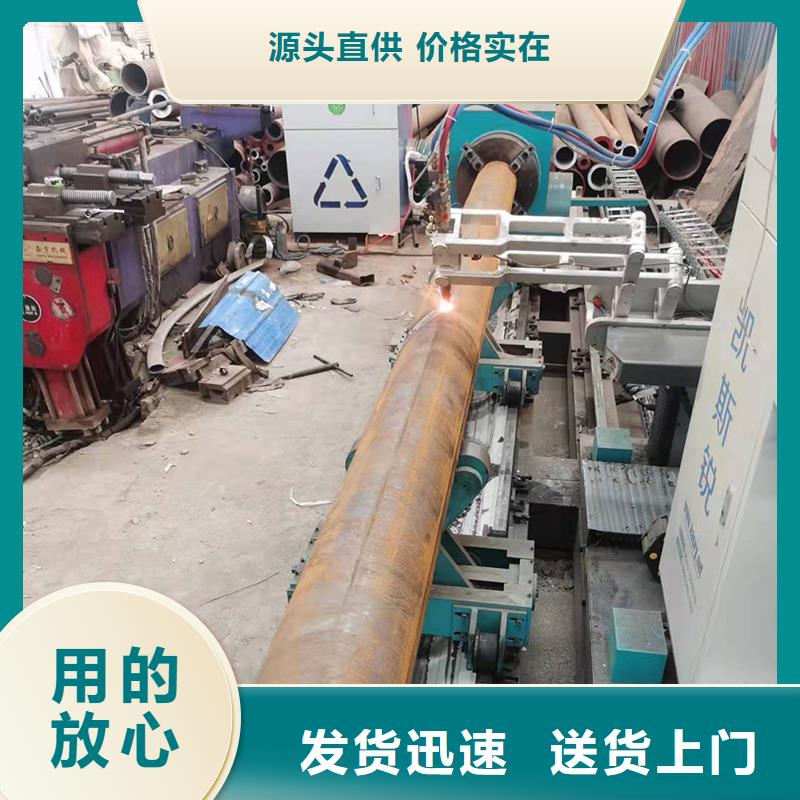
弯管生产加工公司是不是必须增加机器设备资金投入?无论是以中国還是海外,就现阶段的发展趋势状况来剖析得话,在热煨弯管生产加工生产流水线层面实际上全是向着向着大口径、大壁厚及其高钢级方位发展趋势。在具体工作中,也大部分全是选用高频电磁感应加热,微型机主要参数操纵的精益生产方式。下边人们就以某弯管生产加工公司来进行表明。 ,该生产商在中国该制造行业中具备一定的象征性,不但技术设备,有着好几条生产流水线,并且在诸多工程项目中完成了热煨弯管生产加工生产制造的每日任务。而现如今以便扩张生产规模,提高公司生产制造水准,必须导入一条的生产流水线。据统计,该生产制造先能够 完成较大生产加工直徑1620mm,壁厚40mm。 除此之外,在开展弯管生产加工工作的情况下,不但维持稳定,并且可以做到24米的放料长短。该系统软件的拐臂旋转、卡头开闭及其半经调整等应用的是液压传动系统,姿势靠谱。在加温层面也是选用的现如今更为的整流电源,输出功率调升便捷。 弯管生产加工公司是不是必须增加机器设备资金投入? 值得一提的是,此条生产流水线所应用的自动控制系统也十分强劲,该全自动自动控制系统功能齐全,所应用的关键操纵元器件间完成了现场总线通信,出示对外开放的网线端口,可以巨大的考虑公司对信息化管理和自动化技术的要求。并且工作台和控制箱也选用的是电子计算机控制系统,全线完成弯管生产过程智能化,彻底替代了人工服务实际操作。 从之上所剖析的內容看来,有效的弯管生产设备的资金投入成本费,将可以为制造业企业的具体工作中产生挺大的协助,另外还可以非常好的提高公司的整体实力水准。


航萧管件有限公司(马尾分公司)自2012年上市以来一直保持稳定增长,公司将秉着“创新、、团结、诚信”的理念,坚持稳健经营、持续创新,为用户提供多好的解决方案、 O型弯管产品和服务,为社会可持续发展贡献力量。



弯管弯曲方法加工怎样完成的。目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机. 弯管弯曲方法加工怎样完成的 在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。 目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。 如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。 在加工弯头时,对弯曲有一定的要求。 并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。 现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。


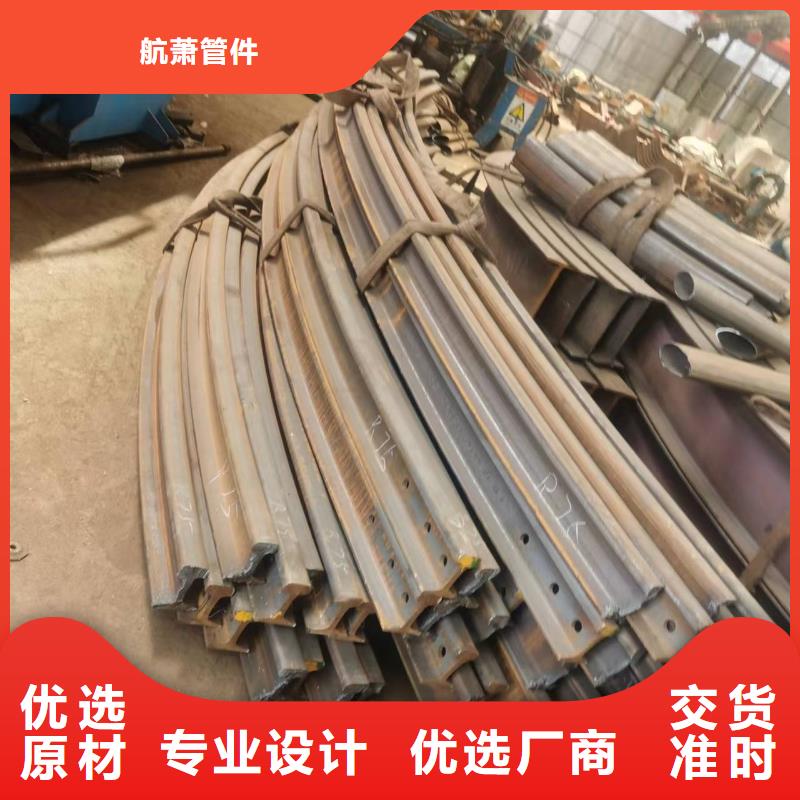
型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数; 2.准确预测拉弯零件的回弹量。 实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。



